Норма выработки для 1 рабочего рассчитывается достаточно просто. Формулы несложные, однако надо понимать, как и когда их вообще нужно применить.
Результативность человеческого труда характеризуется выработкой.
В качестве количественных показателей производительности используют натуральные и стоимостные показатели, как-то: тонны, метры, кубометры, штуки и т.п.
Результативность труда характеризует выработка. Выработка рассчитывается на одного основного рабочего, на одного рабочего и одного работающего. В разных случаях расчёты будут вестись по-разному.
- На одного основного рабочего – количество произведённой продукции делят на число основных рабочих.
- На одного рабочего – количество произведённой продукции делят на общее число рабочих (основные плюс вспомогательные).
- На одного работающего – количество произведённой продукции делится на число всего персонала.
Показатели производительности труда характеризуют эффективность использования сотрудников на предприятии. Один из них – норма выработки.
Норма выработки – это объём работ (в единицах продукции), который рабочему или группе рабочих нужно выполнить за указанное время в конкретных организационно-технических условиях. Её устанавливают тогда, когда в течение смены регулярно выполняется одна и та же операция (создаются одни и те же изделия). На её основании уже можно назначить зарплату работнику.
Конкретные показатели нормы выработки устанавливаются предприятием – государство лишь даёт общие практические рекомендации (они изложены в нормативных документах).
Для каждой отрасли промышленности норма выработки на человека считается немного по-разному, несмотря на существование одной простой «общей» формулы.
Формула выработки на 1 рабочего
 Нормы выработки могут быть определены для одного рабочего при помощи деления фонда времени на норму времени.
Нормы выработки могут быть определены для одного рабочего при помощи деления фонда времени на норму времени.
В качестве фонда можно взять год, месяц, неделю или продолжительность смены.
Для массового производства, крупных предприятий норма времени на изготовление изделия равняется норме штучно-калькуляционного времени. Для производств, когда одни и те же работники выполняют основную, подготовительную и заключительную работу, нормы времени будут другими.
Лучше всего брать в качестве фонда продолжительность смены. Отсюда вычисляется средняя выработка в месяц или в час.
Формула для расчётов выглядит вот так:
Н выр = Т см / Т оп,
где Т см – время смены,
Т оп – время на изготовление одного изделия.
Это и есть та самая «общая» формула, о которой говорилось ранее. Она отлично работает для массового производства. Стоит отметить, что, хотя и принято брать время в минутах, можно выбрать и другие единицы измерения времени.
Для серийного или единичного производства формула будет иная:
Н выр = Т см / Т шт,
Т см – время смены,
Т шт – время на изготовление одного изделия, рассчитанное с учётом его себестоимости.
Для производств, где подготовительный этап вычисляется и нормируется отдельно, формулу выработки нужно модифицировать:
Н выр = (Т см — Т пз) / Т см,
где Н выр – норма наработки в натуральных единицах,
Т см – фонд рабочего времени, на который устанавливается норма наработки (здесь: время смены),
Т пз — время на подготовительный этап в минутах.
В случаях работы с автоматизированной аппаратурой нужно учитывать время обслуживания (которое тоже нормируется):
 Н выр = Н о * Н вм,
Н выр = Н о * Н вм,
где Н выр – норма наработки в натуральных единицах,
Н вм – норма выработки оборудования, которая вычисляется:
Н вм = Н вм теор * К пв,
где Н вм теор – теоретическая выработка машины,
К пв – коэффициент полезного времени труда за одну смену.
Если используются периодические аппаратурные процессы, формула также меняется.
Н выр = (Т см – Т об — Т отл) * Т п * Н о / Т оп,
где Н выр – норма наработки в натуральных единицах,
Т см – продолжительность смены,
Т об – время на обслуживание аппаратуры,
Т отл – норма времени личных нужд персонала,
Т п – продукция, выпускаемая за один период,
Н о – нормированное время обслуживания,
Т оп – длительность этого периода.
Нужно понимать, что в «общих» формулах не учитывается специфика конкретного производства. Для пищевой промышленности, к примеру, расчёты слегка отличаются.
Нам недостаточно измерить, сколько блюд приготовил повар в день, это ничего не скажет о его продуктивности: блюда разные бывают, в том числе и сложные. Поэтому для расчёта нормы выработки в таком случае используются специальные коэффициенты.
Берётся одно «самое простое» блюдо и принимается за единицу трудоёмкости. К примеру, порция куриного супа готовится 100 с, берется за единицу. Суп, на приготовлении которого требуется 200 с берется за двойку. И так далее.
Повару нужно подготовить рабочее место, обслуживать его. Самому подготовиться к работе.
Расчётная формула выглядит так:
Н выр = (Т см – Т пз – Т обс — Т отл) / Т оп,
где Н выр – норма наработки в натуральных единицах,
Т см – фонд рабочего времени, на который устанавливается норма наработки,
Т пз — время на подготовительный этап в минутах;
Т обс — время, требуемое на обслуживание рабочего места, в минутах;
Т отл — время, затраченное на личные потребности, в минутах;
Т оп — время на единицу продукции в минутах.
При расчёте нормы наработки, уборки производственных помещений учитывается то, что разные поверхности не моются одинаково хорошо. Плюс уборщикам требуется передвигаться от одного помещения к другому.
Н выр = (Т см – Т обс – Т лн — Т отд) * К / Т оп,
где Н в — норма выработки,
Т см — продолжительность смены в минутах,
Т обс — время, требуемое на обслуживание рабочего места в течение смены, в минутах;
Т отд — время, потраченное на отдых, в минутах,
Т лн — время на перерыв по личным надобностям в минутах,
Т оп — время на уборку 1 м 2 площади в секундах,
К – коэффициент, который учитывается при уборке. Его определяют с секундомером. Он показывает, какое время тратится при переходе между залами.
Примеры расчёта
 Для единичного производства:
Для единичного производства:
Мастер, изготовляющий чапельники ручной работы, работает 20000 с в день. Время на одну штуку – 2500 с.
Н выр = 20000 / 2500 = 8 шт.
Мастер за день изготовляет 8 чапельников ручной работы.
Для массового производства:
Время рабочей смены на заводе по производству чапельников составляет 28800 с. Время на изготовление одного чапельника, согласно нормативным документам, — 1800 с.
Н выр = 28800 / 1800 = 16 шт.
Один рабочий за одну смену должен сделать 16 чапельников.
Для производства, где нормируется подготовительный этап:
На другом чапельном заводе учитывается время, которое требуется рабочим для подготовки рабочего места и инструментов. Продолжительность смены – 28800 с. Время на изготовление одного чапельника – 1700 с. Время подготовительных работ – 200 с.
Н выр = (28800 — 200) / 1700 = 16.82 шт.
Рабочий на втором заводе должен изготовить в течение смены 16.82 чапельника.
Для автоматизированного производства:
На чапельниковом заводе № 2 стали использоваться чапельниковые машины, в теории способные производить по 50 чапельников в течение смены. Коэффициент полезного времени труда за одну смену у машин составляет 0.95. Нормированное время обслуживания составляет 0.85 рабочей смены.
Н выр = 0.85 * 50 * 0.95 = 40.375 шт.
Чапельниковая машина должна будет производить по 40.375 изделий в день.
Для периодических аппаратурных процессов на производстве:
Другие рабочие того же завода должны приделывать на чапельники автоматические защёлки – с использованием машин. Продолжительность смены – 28800 секунд. На обслуживание машин выделяется 1000 с. По личным нуждам можно отлучаться на 900 с в течение смены. За один период машина приделывает 10 защёлок. Время обслуживания составляет 0.85 смены. Длительность одного периода использования машины составляет 500 с.
Н выр = (28800 – 1000 — 900) * 10 * 0.85 / 500 = 457.3 шт.
Рабочие в течение смены должны приделать 457.3 автоматических защёлки к чапельникам.
Для пищевой промышленности:
На приготовление овсяной каши повар в столовой для рабочих завода по производству чапельников тратит 28700 с. Подготовительное время занимает 1200 с. На подготовку необходимых ингредиентов и рабочего места у повара уходит 1000 с. В перерывах на отдых тратится 3200 с. Согласно нормативным документам, на приготовление одной порции овсянки необходимо тратить 1800 с.
Механизация и автоматизация производства влияют на изменение функций основных рабочих в производстве и на формы организации их труда. С развитием техники уменьшается непосредственное воздействие рабочего на предмет труда. У рабочего становятся преобладающими функции контроля за ходом производственного процесса. Кроме того, с техническим прогрессом увеличивается на производстве доля вспомогательных рабочих, занятых обслуживанием рабочих мест, ремонтом оборудования, перемещением предметов труда, готовой продукции. Обслуживающие рабочие (наладчики, дежурные слесари, электрики, транспортные рабочие и контролеры) не создают товарной продукции, но способствуют высокопроизводительной работе производственных рабочих. Главной особенностью выполняемых работ по обслуживанию является их разнообразие, нерегулярная повторяемость, сложность измерения количества и качества труда. Для целей нормирования все работы по обслуживанию производства можно классифицировать следующим образом:
· наладочные работы (наладка и подналадка оборудования);
· работы по ремонту и дежурному обслуживанию оборудования (ремонт, чистка, смазка, ремонт технологической оснастки);
· контрольные работы (контроль качества продукции при приемке), включая лабораторные испытания;
· работы по приему, хранению, выдаче материальных ценностей на складах, в кладовых и хранилищах;
· транспортные и погрузочно-разгрузочные работы (погрузка, разгрузка, транспортировка материалов, деталей внутри цеха, между цехами и в пределах заводской территории);
· работы по уборке производственных помещений и территории предприятия;
· работы по обслуживанию зданий и сооружений.
Норму времени и норму выработки установить на такие работы трудно. В этих условиях нормы труда выступают в виде норм обслуживания и норм численности.
Норма обслуживания – это установленное количество единиц оборудования (число рабочихмест, квадратные метры площади), обслуживаемых одним рабочим или бригадой в течение смены.
Нормы обслуживания могут разрабатываться укрупненным и дифференцированным методом.
Укрупненный метод применяется, когда отсутствует стабильность элементов работы по обслуживанию объектов как по времени, так и по повторяемости.
Дифференцированный метод применяется, если работы по непосредственному обслуживанию прикрепленных объектов могут быть разделены на регулярно повторяющиеся элементы, время выполнения которых может быть установлено путем наблюдения.
При укрупненном методе норма обслуживания устанавливается исходя из всего объема работ по обслуживанию объекта в целом и за определенный период (смену, год). При этом выявляются прямые и косвенные факторы, влияющие на трудоемкость работ.
При разработке норм обслуживания дифференцированным методом функции рабочих условно делятся на основные и вспомогательные. К основным относятся такие функции, которые определяются назначением данного вида обслуживания, имеют более устойчивое содержание и регулярно повторяющиеся элементы (например, к основным функциям наладчика относятся наладка, подналадка и мелкий ремонт оборудования). Дополнительные функции характеризуются нерегулярной повторяемостью и различным содержанием работ в различные периоды времени. Они часто носят разовый характер (в течение смены) и обеспечивают условия для выполнения основных функций (например, к дополнительным функциям наладчика относятся подготовка и уборка инструмента). При использовании дифференцированного метода проводится изучение затрат рабочего времени на выполнение всех основных и дополнительных функций конкретного рабочего, аналитическим методом устанавливаются нормы времени обслуживания.
Норма времени обслуживания – это количество времени, необходимое в определенных организационно-технических условиях дляобслуживания в течение смены или месяца единицы оборудования, квадратного метра производственной площади и т.д.
Таким образом, норма обслуживания является производной от нормы времени, для ее расчета необходимо определить норму времени обслуживания, т.е. количество времени, необходимого для выполнения всех функций по обслуживанию единицы оборудования или рабочего места:
Н вр.обс = (Σ T i N i ) × K ,(3.24)
гдеН вр. Обс – норма времени на обслуживание единицы оборудования, рабочих мест, мин, ч.;
T i – время, затрачиваемое на выполнение отдельных работ, входящих в основные функции;
N i – количество на обслуживаемом объекте единиц работ, выполняемых в течение данного периода;
K – коэффициент, учитывающий выполнение дополнительных функций, а также время на отдых и личные надобности.
С помощью нормирования труда определяется мера затрат труда на выполнение определенного объема работы в заданных условиях. Мера затрат может быть выражена временем, объемом работы, численностью работников и объектов обслуживания. Различают нормативы и нормы труда.
Нормирование труда — это вид деятельности по управлению производством, направленный на установление необходимых затрат и результатов труда, а также необходимых соотношений между численностью работников различных групп и количеством единиц оборудования.
Нормативы труда характеризуют научно обоснованные, централизованно разработанные показатели затрат труда. На их основе предприятия самостоятельно разрабатывают свои нормы труда. Таким образом, норма труда — это норматив труда, скорректированный на местные условия труда.
Применяют нормативы и нормы труда:
- выработки;
- обслуживания;
- времени;
- времени обслуживания.
Норма выработки — это количество единиц продукции, которое должно быть изготовлено одним или несколькими работниками за данный отрезок времени (час, смену).
Норма обслуживания — это необходимое количество объектов (рабочих мест, единиц производственной площади и других производственных станков), закрепленных для обслуживания за одним или несколькими работниками в единицу времени.
Норма времени — это необходимые затраты времени одного работника или бригады (звена) на выполнение единицы работы (продукции). Она измеряется в человеко-минутах (человеко-часах).
Норма времени обслуживания — это затраты времени на обслуживание одного объекта (станка, клиента, посетителя и т.д.)
Норма численности работников - это численность работников, необходимую для выполнения определенного объема работы.
Норма управляемости (число подчиненных) — это количество работников, которое должно быть непосредственно подчинено одному руководителю.
Нормированное задание — это необходимый ассортимент и объем работ, которые должны быть выполнены одним или нескольким работниками за данный отрезок времени (смену, сутки, месяц). Как и норма выработки, нормированное задание определяет необходимый результат деятельности работников, однако в отличие от нее оно может быть установлено не только в натуральных единицах, но и в нормо-часах, нормо-рублях.
Названные выше нормы труда в настоящее время широко применяются на практике. Однако они не исчерпывают всех характеристик трудового процесса регламентация которых объективно необходима. При анализе таких характеристик следует прежде всего исходить из оценки трудового процесса по его эффективности, т.е. по соотношению между затратами и результатами труда.
Объективно существуют две формы затрат труда: затраты рабочего времени и затраты рабочей силы. Соответственно этому можно выделить нормы затрат рабочего времени и норм затрат энергии работника.
Норма затрат рабочего времени устанавливает время для выполнения единицы или определенного объема работы одним или несколькими работниками. В зависимости от конкретных условий нормы затрат рабочего времени могут определять продолжительность работы, время, затрачиваемое на ее выполнение одним или несколькими работниками, и их численность. Поэтому к нормам затрат рабочего времени относятся нормы длительности и трудоемкости работ численности. Нормы длительности и трудоемкости работ являются формами выражения нормы времени.
Норма длительности определяет время, за которое может быть выполнена единица работы на одном станке (агрегате, машине) или на одном рабочем месте.
Норма трудоемкости операции определяет необходимые затраты времени одного или нескольких работников на выполнение единицы работы или изготовление единицы продукции по данной операции. Эти затраты зависят не только от продолжительности операции, но и от численности работников, занятых ее выполнением. Норма трудоемкости операции измеряется в человеко-минутах или человеко-часах.
По сравнению с нормами затрат рабочего времени нормы затрат физической и нервной энергии работников исследованы в значительно меньшей степени. Они могут характеризоваться темпом работы, степенью занятости работничков, показателями утомления и т.д. Из существующих нормативных материалов для характеристики норм затрат энергии работников в наибольшей степени подходят нормы тяжести труда. Под тяжестью труда понимается суммарное воздействие всех факторов трудового процесса на организм человека. Одной из составляющих тяжести труда является его интенсивность. На тяжесть труда оказывает влияние также состояние производственной среды (санитарно-гигиенические, эстетические и другие условия труда). Нормы тяжести труда регламентируют допустимые нагрузки на организм работающих, поэтому они используются для обоснования времени на отдых, установления компенсаций за неблагоприятные условия труда и т.п.
К нормам затрат труда обычно относят также нормы обслуживания и управляемости. Это справедливо в том смысле, что указанные нормы, как и нормы результатов труда, устанавливается исходя из норм времени. Однако по экономическому содержанию нормы обслуживания и управляемости существенно отличаются от норм затрат и результатов труда. Нормы обслуживания определяют количество производственных объектов (станков, аппаратов, рабочих мест и т.п.), закрепленных за одним рабочим или бригадой; нормы управляемости — количество работников, подчиненных одному руководителю.
Необходимость обособления норм обслуживания и управляемости от норм времени, выработки и других норм затрат и результатов труда объясняется чисто практическими соображениями. Так, если для многостаночника, наладчика или слесаря-ремонтника установлена норма обслуживания, то она определяет только зону деятельности, размер рабочего места, но не характеризует эффективность труда. И, если, считается очевидным, что при обслуживании рабочим одного станка необходимо устанавливать нормы затрат и результатов труда, то и при многостаночной работе, наладке, ремонте оборудования нужны соответствующие нормы для планирования производства, оплата и стимулирования труда в конечном счете важно не количество станков, обслуживаемых рабочим, а тот объем продукции, который должен быть им произведен на этих станках.
К рассмотренным нормам непосредственно примыкают и нормы сложности выполняемых работ, определяющие необходимую квалификацию исполнителей. Оценка сложности работ требует глубокого понимания особенностей технологического процесса и осуществляется на практике теми же специалистами (технологами, нормировщиками), которые рассчитывают нормы времени и выработки. Поэтому нормы сложности труда целесообразно относить к анализируемой совокупности норм.
При классификации норм учитываются следующие признаки: уровень дифференциации производственных процессов и элементов конструкции изделий, сфера применения, период действия, метод установления.
С классификацией норм труда тесно связана классификация нормативных материалов по труду, которые служат для установления норм и выражают зависимости между необходимыми затратами труда и влияющими на них факторами.
Нормативы режимов работы оборудования содержат параметры оборудования, на основе которых устанавливаются наиболее эффективные режимы технологического процесса, обеспечивающие заданную производительность оборудования с минимальными затратами живого и овеществленного труда.
Нормативы времени содержат регламентированные затраты времени на выполнение отдельных элементов трудового процесса (трудовых движений, действий, приемов и т.д.), на изготовление деталей, узлов, изделий и на обслуживание единицы оборудования, рабочего места, единицы производственной площади.
Нормативы темпа устанавливают регламентированный темп выполнения работ.
Нормативы численности определяют регламентированную численность работников, необходимых для выполнения заданного объема работы.
На основе рассмотренных классификаций норм и нормативов можно отметить следующие различия между ними .
- Норме соответствуют строго определенные значения факторов, определяющие ее величину в условиях конкретного производственного процесса. В отличие от этого нормативы устанавливаются для множества значений факторов. Именно поэтому единые и типовые нормы относятся к нормативным материалам.
- Нормативы многократно используются для установления различных норм на работы данного вида. Норма устанавливается только для конкретной работы.
- Нормативы действуют длительное время (пока сохраняется данная зависимость между нормой и факторами) В отличие от этого нормы должны пересматриваться при изменении условий, на которые они были установлены.
Затраты времени при расчете норм труда
При расчете норм труда устанавливаются затраты времени: подготовительно-заключительного, оперативного, обслуживания рабочего места, на отдых и личные надобности и регламентированных (нормированных) перерывов.
Подготовительно-заключительное — это время, которое затрачивается на подготовку к выполнению данного задания и действия, связанные с его окончанием: получение инструмента, приспособлений, технологической и планово-учетной документации; ознакомление с работой, чертежами; инструктаж о порядке выполнения работы; установка приспособлений и инструмента; наладка оборудования, снятие приспособления и инструмента после выполнения работы; сдача приспособлений, инструмента, документации. Его особенностью является то, что оно затрачивается один раз на работу (партию предметов труда) и не зависит от объема работы, выполняемой по данному заданию.
Оперативное — это время, затрачиваемое на изменение формы, размеров, свойств предметов труда, а также на выполнение вспомогательных действий, необходимых для осуществления этих изменений. Затраты оперативного времени повторяются с каждой единицей продукции или определенным объемом работ. Оно подразделяется на основное и вспомогательное.
Основное (технологическое) время затрачивается на целенаправленное изменение предмета труда.
В течение вспомогательного времени производится загрузка сырья заготовок, съем готовой продукции управление оборудованием, изменение режимов его работы, контроль за ходом технологического процесса и качеством продукции.
Время обслуживания рабочего места — это время, затрачиваемое рабочим на уход за оборудованием и поддержание рабочего места в нормальном состоянии. Оно подразделяется на техническое и организационное. Время технического обслуживания рабочего места затрачивается на уход за оборудованием при выполнении данной конкретной работы. Например, время замены изношенного инструмента, подналадки оборудования, уборки стружки и т.д. Время организационного обслуживания затрачивается на уход за рабочим местом, связанный с выполнением работы в течение всей смены. К этой категории относятся затраты времени на раскладку в начале и уборку в конце рабочей смены инструмента, на чистку и смазку оборудования.
Время на отдых и личные надобности устанавливается для поддержания нормальной работоспособности и для личной гигиены. Длительность таких перерывов зависит от условий труда. Время регламентированных (нормированных) перерывов по организационно-техническим причинам объективно обусловлено характером взаимодействия рабочих и оборудования. Устранение этих перерывов практически невозможно или экономически нецелесообразно. Например, если один рабочий обслуживает несколько станков, то во многих случаях невозможно полностью синхронизировать время действия рабочего с машинным временем. Следствием этого являются перерывы, которые должны включаться в норму времени.
Время нерегламентированных перерывов — это простои оборудования и рабочих, вызванные нарушениями установленной технологии и организации производства. Эти перерывы не включаются в норму времени:
При анализе затрат времени работников прежде всего выделяется время их занятости и время перерывов. Время занятости работника включает время выполнения производственного задания и время занятости другими работами. К последнее относится время случайной работы вне установленного плана-графика и время непроизводительной работы (исправление брака, поиск материалов, инструментов, приспособлений и т.п.).
Время занятости можно также разделить на время непосредственной работы, переходов (например, при многостаночной работе) и активного наблюдения за ходом технологического процесса, которое необходимо для того, чтобы обеспечить его нормальный ход. Если рабочий занят активным наблюдением, то он не должен выполнять другие (функции. Помимо активного, возможно также пассивное наблюдение, когорте является одним из видов перерывов в занятости рабочего по организационно-техническим причинам.
При анализе затрат рабочего времени выделяются нерегламентированные перерывы по организационно-техническим причинам и по вине работника. Время нерегламентированных перерывов по организационно-техническим причинам включает простои оборудования и рабочих из-за ожидания заготовок, документации, инструмента и т.п., а также сверхнормативное время перерывов, связанных с несинхронностью производственного процесса. Время перерывов из-за нарушения трудовой дисциплины обусловлено поздним началом и преждевременным окончанием работ, сверхнормативные временем отдыха и т.п.
Для расчета норм труда существенное значение имеет деление затрат времени на перекрываемые и неперекрываемые. К перекрываемому обычно относят время выполнения рабочим тех элементов трудового процесса, которые осуществляются в период автоматической работы оборудования. Неперекрываемое — это время выполнения трудовых приемов (установка заготовки, контроль качества и т.п.) при остановленная (неработающем) оборудовании и время на машино-ручные приемы.
Показателями труда служат следующие: норма выработки и времени, обслуживания и численности. Они устанавливаются для рационального использования рабочей силы. Норма выработки, как и все остальные показатели труда, устанавливается в зависимости от существующих производственных факторов. К ним относятся:
Уровень технического перевооружения;
Организация процесса выпуска товаров;
Уровень производственных отношений.
В условиях существования коллективной формы оплаты и возможно использование комплексных, а также укрупненных ставок.
Норма выработки, а также остальные показатели профессионального вклада в деятельность организации, в обязательном порядке подлежат пересмотру:
По итогам проведенной рационализации и аттестации рабочих мест;
По мере внедрения новых технологий;
После установки нового оборудования;
По мере проведения организационных мероприятий, способствующих росту
Если у отдельного работника или звена (бригады) за счет проявленной инициативы и внедрения новых приемов выработки готовой продукции достигла высоких значений, то это не является основанием для общего пересмотра существующих показателей.
Тот объем (количество продукции), который сотрудником или группой, имеющей соответствующий квалификационный уровень, должен быть выполнен за единицу времени при определенной организации и наличии технического оснащения, показывает норма выработки. Формула для определения данного показателя применяется с использованием деления. Для установления этой суммы находится частное величины рабочего времени за период, являющийся отчетным (месяц или смена, день или час), и установленной временной величины
Норма выработки может быть установлена только в том случае, когда существует возможность учета и контроля выпускаемых товаров в количественном выражении. Также ее определение вероятно при периодическом осуществлении одного и того же трудового процесса на протяжении смены.
Нормирование вклада сотрудников в деятельность предприятия является одним из важнейших факторов организации производственных отношений. В условиях рыночной экономики высокая степень управленческих решений в сфере труда и установления его рациональных показателей является предпосылкой получения субъектом хозяйствования максимально возможной прибыли. Это, в свою очередь, позволяет предприятию обладать конкурентоспособностью на
Отдельными министерствами и ведомствами устанавливаются единые нормы выработки, которые заносятся в специальные сборники. Эти показатели применяются всеми подразделениями, входящими структуру данного Для разработки данных документов используются:
Наблюдения фотохронометража;
Технические характеристики применяемого оборудования;
Результаты, полученные при анализе организации а также мероприятий, направленных на их усовершенствование;
Данные, полученные в результате технических расчетов.
Единицей разрабатываемых норм служит машино-смена и человеко-смена. При проведении предварительного анализа учитывается проведение подготовительных, а также заключительных работ. Если предприятие применяет более совершенные формы организации трудового процесса, производства, а также более современные технические средства по сравнению с разработанным сборником, то возникает необходимость для разработки и внедрения более высоких норм выработки продукции. Нормативные документы позволяют снижать установленные показатели труда в размере до пятнадцати процентов, в случае наличия определенных негативных факторов. Конкретный объем нормирования определяется на определенном рабочем месте и оформляется актом.
Один из основных вопросов, которые приходится решать эйчарам, - определение численности персонала: сколько же сотрудников нужно организации?
Расчет численности персонала
Решение этого вопроса обычно начинается с поиска норм численности для соответствующих категорий работников. К сожалению, чаще всего он оказывается безуспешным - по той простой причине, что нормы численности разрабатываются отнюдь не для всех. Во-первых, они решают только одну специфическую задачу, то есть непригодны ни для планирования производства, ни для разработки системы оплаты труда или материального стимулирования. Во-вторых, при составлении норм необходимо учесть большое количество факторов (условно говоря, видов выполняемых работ и их особенностей), определяющих в реальной жизни требования к численности каждой категории работников. Но поскольку это сложно обеспечить, обычно ограничиваются тремя-четырьмя факторами, чего недостаточно для обеспечения высокой точности расчетов.
При отсутствии норм численности потребность в персонале можно рассчитать на основе любых других видов норм труда. Логика этих расчетов проста и понятна, а используемые формулы - несложны.
|
Необходимая численность (Ч н) - это количество работников, требующихся для выполнения производственного задания в установленный период времени в заданных организационно-технических условиях. Необходимую численность часто называют «явочной»: это количество людей, которые должны находиться на своих рабочих местах. Однако работники периодически отсутствуют на рабочих местах - по уважительным (отпуска, болезни, уход за детьми и т. п.) и неуважительным причинам. С учетом этого, чтобы обеспечить своевременное выполнение производственных заданий, предприятию приходится нанимать дополнительных людей. Штатная численность (Ч ш) - это необходимая численность с учетом коэффициента невыходов (К н). Ч ш = Ч н х К н Штатную численность часто называют списочной . |
Расчет численности на основе норм времени
Зная нормы времени и объемы заказов, мы легко сможем рассчитать необходимую численность.
Например , если работник затрачивает на обработку одной детали один час, а за день нужно сделать 80 деталей, то для выполнения производственного задания потребуется 10 человек. Решение задачи очевидно: общую трудоемкость (80 ч) нужно разделить на время работы одного человека (8 ч в день).
В реальной жизни все несколько сложнее, поэтому в расчет вводятся поправочные коэффициенты. Если за основу берутся нормы времени, то численность персонала рассчитывается по формулам:

где Т ∑ - совокупная трудоемкость работ в плановом периоде, чел.-ч;
Ф - фонд рабочего времени одного работника в плановом периоде, ч;
Н 1 , Н 2 , Н i - норма времени на 1, 2 и т. д. вид работ в плановом периоде, чел.-ч;
V 1 , V 2 , V i - объем работ 1, 2 и т. д. вида в плановом периоде;
К ох - коэффициент, который отражает, какое количество работ не охвачено нормированием в плановом периоде;
К вн - коэффициент выполнения норм;
К н - коэффициент невыходов.
Плановый период при расчете может быть любым - смена, неделя, декада, месяц, квартал, год. Различные виды работ характеризуются разной повторяемостью (постоянные, ежедневные, разовые и т. д.), при этом, чем продолжительнее плановый период, тем точнее будет результат.
Однако при увеличении планового периода возникает другая сложность. Отнюдь не все предприятия могут составить точный и подробный план работы, например, на год. Но использование в планах приблизительных (ориентировочных) производственных показателей снижает точность результатов расчета численности. Поэтому при назначении планового периода следует учитывать конкретные обстоятельства, а также наличие достоверных исходных данных.
Коэффициент выполнения норм (К вн) - это показатель, который отражает степень выполнения работником плановых заданий (средней выработки):
- при средней выработке 100%, К вн = 1,0;
- при меньшей выработке, К вн < 1,0;
- при большей выработке, К вн > 1,0 (например, при средней выработке 120%, К вн = 1,2).
Очевидно, что если работники систематически перевыполняют нормы, то показатель необходимой численности персонала уменьшается, а если недовыполняют - увеличивается. Коэффициент выполнения норм обычно рассчитывают для производственных рабочих, для остальных категорий персонала его значение, как привило, принимают равным 1,0.
Коэффициент невыходов (К н) - стандартный показатель учета отработанного времени, отражающийся в статистической отчетности предприятия.
Коэффициент охвата нормами (К ох) используется в расчетах в тех случаях, когда часть выполняемых работниками работ не охвачена нормами (или их невозможно установить) - такое встречается достаточно часто. Как же узнать, какой процент работ не охвачен нормированием?
- Можно попытаться решить эту задачу арифметически: вычесть из отработанного календарного времени общую трудоемкость пронормированных работ. Но при всей очевидной простоте этот способ имеет ограничения:
- если показатели выработки превышают 100%, то результат будет выражаться отрицательным числом;
- если показатели выработки меньше 100%, то результат отнюдь не всегда будет отражать именно долю неохваченных нормами работ;
- если коэффициент выполнения норм не равен единице, то результат будет существенно искажен.
Например , годовая (2009 год) производственная программа деревообрабатывающего предприятия предусматривает изготовление 6600 шт. деревянных брусьев 2000х100х80 мм (в дальнейшем они используются для сборки столярных изделий). Необходимо рассчитать численность столяров (III разряд), производящих операции обстругивания заготовок с четырех сторон (при помощи шерхебеля и рубанка), зачистки кромок с четырех сторон (шлифовальной шкуркой), а также делающих в каждом из брусьев по 16 гнезд (восемь стамеской и восемь - электрической дрелью).
Для определения трудоемкости были использованы Межотраслевые нормы времени на изготовление столярных изделий (Краматорск, 2005).
Норма времени на обстругивание заготовок ручным инструментом (шерхебель и рубанок) составляет 2,43 чел.-ч на каждые 100 м обстругиваемой поверхности при ширине строгания до 100 мм (карта 18 сборника норм); трудоемкость обстругивания одной заготовки составит:
![]()
Норма времени на изготовление глухих пазов стамеской составляет 2,91 чел.-ч на 100 гнезд (карта 23); трудоемкость изготовления пазов стамеской на одну заготовку рассчитывается:
![]()
Норма времени на изготовление глухих пазов электродрелью составляет 1,43 чел.-ч на 100 гнезд (карта 26). Трудоемкость изготовления пазов стамеской на одну заготовку рассчитывается:
![]()
Норма времени на зачистку кромок шлифовальной шкуркой вручную составляет 1,03 чел.-ч на каждые 10 кромок длиной 2000 мм (карта 42). В рассматриваемом примере в каждой заготовке кромки зачищаются с четырех сторон, следовательно, трудоемкость зачистки кромок на одной заготовке рассчитывается так:
Учитывая, что все работы расчетного периода охвачены нормированием (К ох = 1,0), совокупная трудоемкость работ составит:
Тогда, при фонде рабочего времени в 2004 ч (2009 год), коэффициенте выполнения норм К вн = 1,0 и коэффициенте невыходов К н = 1,12, расчетная численность столяров составит:
Расчет численности на основе норм выработки
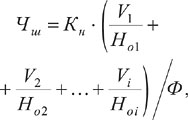
При использовании норм выработки численность работников рассчитывается по формуле:

где Н в1 , Н в2 , Н вi - нормы выработки на 1-й, 2-й и т. д. виды работ соответственно.
При расчете следует обязательно помнить о соответствии единиц измерения . То есть, единицы измерения количества работы в показателях норм выработки и объемов работ должны быть одинаковыми - шт., куб. м, кг и т. п. Также должны быть согласованы единицы измерения времени в показателях норм выработки и фонда рабочего времени - час, смена и т. п. Если единицы измерения не совпадают, следует пересчитать показатели. Если норма выработки составляет 120 шт./мин., а плановый период - один месяц, то при расчете численности следует привести единицы измерения к единой шкале: один месяц - это 167 ч х 60 = 10 020 мин.
Например , месячная производственная программа заготовительного участка составляет:
1) заготовка А - 25 тыс. шт. при норме выработки 12 шт./мин. (в этом примере использованы местные нормы выработки);
2) заготовка Б - 3 тыс. шт. (8 шт./ч);
3) заготовка В - 50 тыс. шт. (15 шт./мин.);
4) заготовка Г - 3 тыс. шт. (30 шт./ч);
5) заготовка Д - 4,5 тыс. шт. (25 шт./ч).
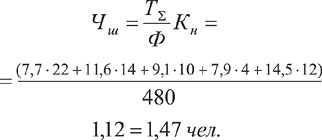
Месячный фонд рабочего времени составляет 167 ч. Коэффициент выполнения норм для всех заготовок К вн = 1,0, коэффициент невыходов К н = 1,12. Тогда штатная численность рабочих составит:

Для обеспечения соответствия единиц измерения в рассмотренном примере проведен перерасчет норм выработки для заготовок А и В.
Расчет численности на основе норм обслуживания и норм времени обслуживания
Нормы времени обслуживания (нормы обслуживания) используют при нормировании труда работников, обслуживающих производство (транспортного и складского хозяйства, ремонтников и т. п.). Расчет численности на их основе производится по формулам:
- для норм времени обслуживания:
- для норм обслуживания:
где Н о1 , Н о2 , Н оi - нормы обслуживания 1-го, 2-го и т. д. вида.
Приведенные формулы похожи на соответствующие формулы расчета численности на основе норм времени и выработки, однако в них отсутствует коэффициент выполнения норм. Его не используют потому, что для этих подразделений обычно неприемлемо не только недовыполнение , но и перевыполнение норм: работы должны выполняться строго в соответствии с установленным графиком/режимом. Если же по каким-то объективным причинам производительность труда в обслуживании повысилась, то следует не вводить коэффициент выполнения норм, а изменить нормы .
Например , рассчитаем численность слесарей-ремонтников, производящих текущее техническое обслуживание металлорежущих станков токарной группы в механосборочном цехе машиностроительного завода.
На предприятии установлены нормы обслуживания и нормы времени обслуживания для каждого из видов оборудования (таблица ). Нормы устанавливались на основе Межотраслевых норм численности, норм обслуживания и норм времени для работников, занятых обслуживанием основного и вспомогательного производства (Краматорск, 2005). Коэффициент невыходов К н = 1,12.
Табл. Исходные данные для расчета численности
(пример)
Численность, рассчитанная на основе норм времени обслуживания составит:
Поскольку норма времени облуживания установлена в чел.-мин., то и фонд рабочего времени (одна смена) принят в минутах.
Если для расчета того же объема работ использовать нормы обслуживания, то штатная численность слесарей-ремонтников составит:

Расчет численности на основе норм численности
Нормы численности обычно получают в результате анализа данных многих однотипных предприятий или структурных подразделений (с использованием математических и статистических методов). В пределах отдельно взятого предприятия создать нормы численности обычно не удается.
В сборниках норм нормы численности представляются в виде таблиц (они могут сопровождаться формулами, на основе которых были рассчитаны данные). Нормы численности всегда отражают необходимую численность . При их использовании коэффициент невыходов следует добавлять отдельно, учитывая особенности и статистику конкретного предприятия.
Пользоваться нормами численности достаточно просто, однако результаты могут оказаться не такими хорошими, как ожидалось.
Например , для предприятия с численностью персонала от 10 до 500 человек нормативная численность работников для бухгалтерского учета может быть рассчитана по формуле:
где Ч пр - общая численность персонала на предприятия, тыс. человек;
N c.n. - число самостоятельных структурных подразделений на предприятии, штук.
Тогда для предприятия, имеющего 14 структурных подразделений с общей численностью 425 человек численность бухгалтеров составит:

Насколько можно доверять полученным результатам? Формула взята из сборника «Межотраслевые нормы численности работников бухгалтерского учета», утвержденного Министерством труда и социальной политики Украины в 2003 году и рекомендованного для применения на всех предприятиях, в учреждениях и организациях. В п. 11 «Общей части» сборника указано, что «нормы численности разработаны в зависимости от трудоемкости типового состава работ и рассчитаны в зависимости от факторов, имеющих наибольшее влияние на их величину». Это придает уверенности и повышает доверие к результату.
Но сомнения остаются… Попробуем сопоставить (хотя бы приблизительно) работу в бухгалтерии предприятия мелкооптовой торговли и бюджетного научно-исследовательского института (предположив, что численность персонала и количество структурных подразделений в них одинаково). Очевидно, что и объем выполняемых бухгалтерами операций, и их содержание очень различаются, при этом межотраслевая норма - одна для всех! В этом и состоит основной недостаток норм численности.
Точно установить соответствие фактического состава и объема выполняемых работ тому, который использован при определении нормы численности, практически никогда невозможно. Конечно, если речь идет о районном центре занятости или отделении пенсионного фонда - проблем нет, все учреждения работают по единой инструкции и утвержденным методикам. Но каждое производственное предприятие в чем-то уникально, причем, чем значительнее расхождение между «жизнью» и нормами, тем больше будет ошибка в результатах расчета.
Поэтому более надежный результат получается при расчете численности на основе других норм, хотя процесс расчета оказывается более громоздким. Учитывая это обстоятельство, во многие сборники норм численности разработчики включают также и нормы времени на основные виды работ.
Например , Межотраслевые нормы численности работников юридических служб (утверждены Минтруда Украины в 2004 году), Межотраслевые нормы численности работников, занятых эксплуатацией и обслуживанием роботизированных участков на предприятиях (утверждены Минтруда Украины в 2006 году), уже упоминавшиеся Межотраслевые нормы численности работников бухгалтерского учета и др.
Независимо от вида используемых норм, если состав и объем выполняемых работ (как в целом, так и по отдельным их видам) учтен правильно, результаты расчета численности персонала будут достоверными; их можно использовать для принятия управленческих решений.
Нужно полтора работника…
При расчете численности персонала часто получаются дробные значения. Как поступать в этом случае?
Во-первых , дробный результат можно округлить до ближайшего меньшего целого . В этом случае мы понимаем, что фактическая интенсивность труда работников несколько возрастет, причем темпы роста могут быть разными. Одно дело округлить 1,5 до 1,0, и совсем иное - 25,5 до 25,0. Значительное увеличение нагрузки можно компенсировать дополнительными выплатами (например, надбавкой «за интенсивность труда»), но небольшое повышение, как правило, воспринимают как должное.
Во-вторых , дробный результат расчета можно округлить до ближайшего большего целого . Например, 6,5 - до 7,0. Интенсивность труда при этом несколько снижается. Для компенсации падения интенсивности работникам определяют дополнительные обязанности, но незначительное снижение, как правило, также оставляют без внимания.
В-третьих , можно ввести в штатное расписание неполные штатные единицы - 0,25; 0,5 ставки и т. д.
Статья предоставлена нашему порталу
редакцией журнала